无需繁琐的文字描述,观看我们的视频,让【复合耐磨钢板耐磨500钢板值得买】产品一览无余!
以下是:【复合耐磨钢板耐磨500钢板值得买】的图文介绍

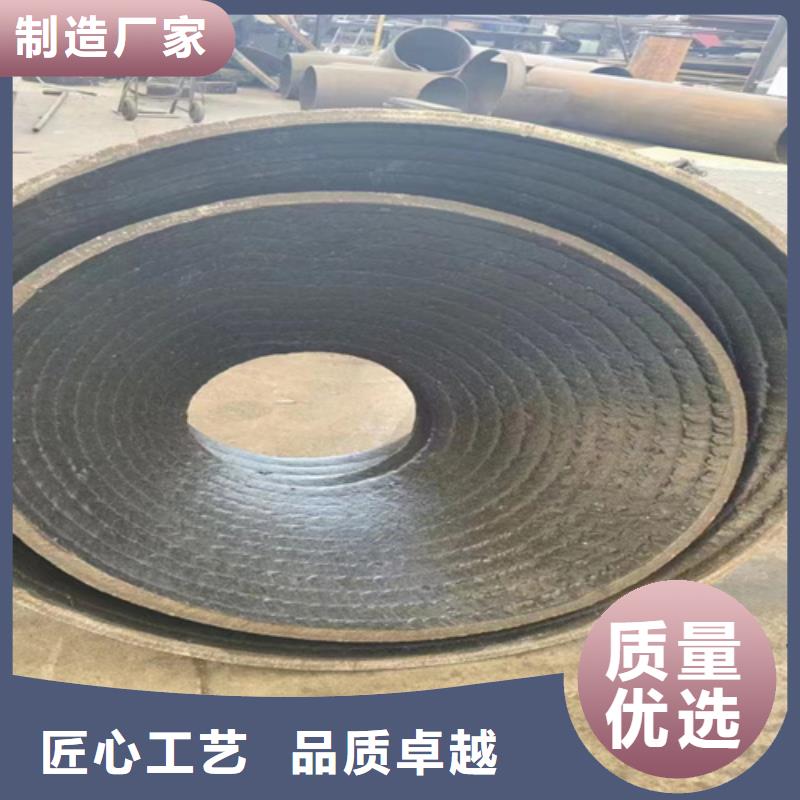
在生产中比较容易出现外折叠缺陷,影响产品质量,需要加以控制。分析后发现,外折叠有多种元素偏析造成氧化质点,有折叠带,折叠中部有氧化物,在外折叠中存在过量的Al、当地Mg、当地Ca、当地S、当地P、当地Mn、当地Si元素,特别是在晶界处有20μm左右的脆性夹杂物SiO2和硅酸盐,出现沿晶断裂,而上述脆性夹杂物是外折叠形成的主要原因。针对37Mn5复合弯管钢管外折叠生,进一步跟踪分析得出连铸坯生产存在严重的脆性夹杂物。其解决措施为:转炉冶炼工序:1)一次拉碳命中,避免后吹,终点碳控制>0.10%;2)提高转炉挡渣效果,严格控制下渣量,出港过程采用挡渣,出钢后钢包顶渣厚度<50mm;3)采用双渣法操作,控制钢水的磷含量。双金属弯管连铸工序:1)采用钢包、当地中间包保护浇铸并吹氩密封,实现无氧化保护浇铸;2)浇铸温度:中间热度在20℃以内;3)采用结晶器液面制动控制、当地电磁搅拌;4)采用保护渣,铸坯表面质量。精整工序:为降低白点造成氢致裂纹,应对钢坯和棒材采用缓冷工艺。复合耐磨钢板


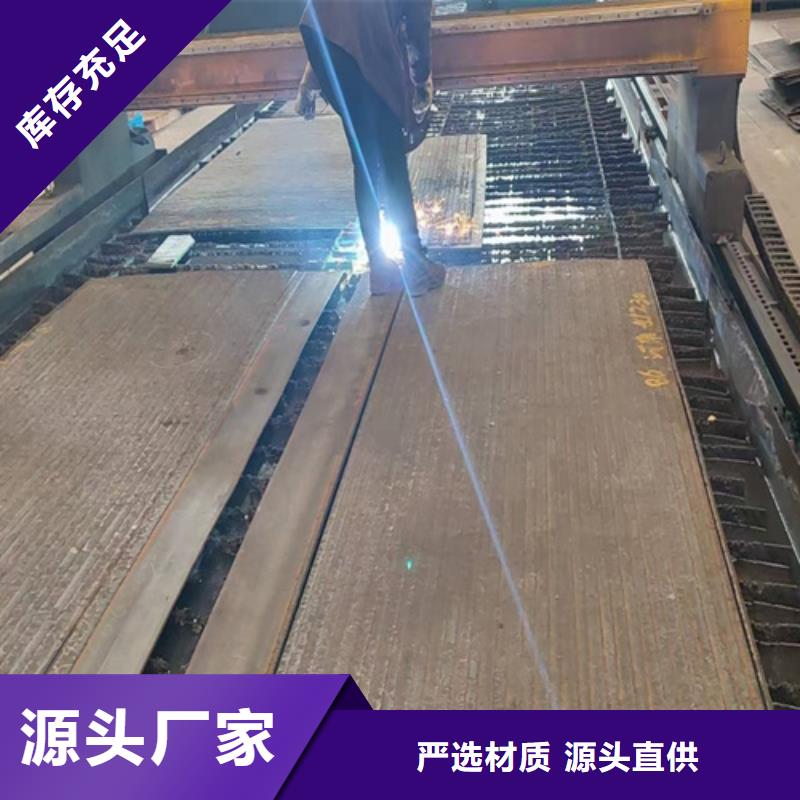
根据堆焊层工作条件,首先是硬度的要求,同时参考母材板厚、本地堆焊高度及堆焊效率来选择工艺参数。经过反复试验,确定了采用明弧堆焊焊丝在不同板厚和不同焊层厚度的佳工艺参数,如在8mm的Q235钢板上堆焊4mm时,其佳工艺参数如下:焊丝直径2.8mm,焊接电流300A,焊接电压30V,焊接速度120mm/min,焊枪摆幅40mm;焊丝直径3.2mm,焊接电流320A,焊接电压32V,焊接速度12mm/min,焊枪摆幅40mm。由于焊机(或焊丝直径)的不同,基材及堆焊层厚度的不同,其佳焊接参数和规范也会有较大的差异。复合耐磨钢板



【多麦金属】高锰耐磨耐候钢板生产厂家(泉州分公司)自创办以来,一直坚持“以质量求生存,以产品求发展,以信誉保合作,以服务赢客户”的经营方针,在这一经营方针的指导下,公司常年销售 NM400耐磨板。我公司以严格的价格标准、产品和服务深受广大客户的信赖和社会的认可。多年的经营历练了公司在各个经营环节的成熟与规范,并与全国各大厂家及经销商有稳固的业务往来。 我公司奉行“诚信”的经营理念,创新进取,精益求精,内强素质,外塑形象!将真心诚意服务于客户,愿与新老客户携手共进、共创伟业! 竭诚欢迎各界朋友前来惠顾!以质量求生存、以信誉求发展、共创双赢!



常用碳化铬耐磨钢板焊材碳化铬复合耐磨钢板焊接材料按其复合结构分为基层,过渡层,耐磨层和耐磨层补焊分别采用特种焊接材料进行焊接。特别注意的是焊条在使用前必须经 300℃下1h 的烘焙, 然后在约 100℃下保存。在使用过程中焊条置于保温筒中, 并随用随取。焊条从烘焙箱里取出超过 4h,如果没有用完应重新烘焙。对基本和耐磨层之间的过渡层,在施焊时每侧至少一层焊肉。而对于基层,至焊满,且余高小于 2.5mm.。耐磨层为至少焊两层,且余高不大于 1mm。耐磨层侧完成施焊后,其焊缝一般会出现应力裂纹,如果应力裂纹没有暴露出基层,不需作任何处理。如果应力裂纹暴露出基层,则应该采用耐磨焊条进行补焊处理。焊接作业须在室内场地或有遮风避雨的措施户外作业场地进行,应对焊接作业区域提供适当的防风遮蔽和防护措施。根据信铬钢的特性,在与法兰连接时,仍需采用特殊施工工艺。管件伸入法兰内圆,且法兰内圆开大坡口,基板与法兰采用普通焊条连接,焊缝堆至于管体平齐, 然后采用信铬钢耐磨焊条将基板与耐磨层堆焊,焊缝厚度为10mm, 这样特殊的制作工艺增加了许多施工量,但只有这种工艺才能完全保护基板在使用中,不会出现耐磨层未被磨损完全前基层就开始发生磨损,从而造成信铬钢失去其耐磨功能。复合耐磨钢板








 扫一扫
扫一扫