以下是我们上传的螺旋管来图定制视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:贵阳花溪螺旋管来图定制的图文介绍


聚力群达金属材料(贵阳市花溪区分公司),厂家占用面积12000/㎡工厂房,拥有各类员工达100余人,设备高达30于套,经济实力雄厚,实现了生产【钢梁工字钢】的现代化。厂家采用世界的先进技术,拥有各种先进的【钢梁工字钢】制造加工设备。


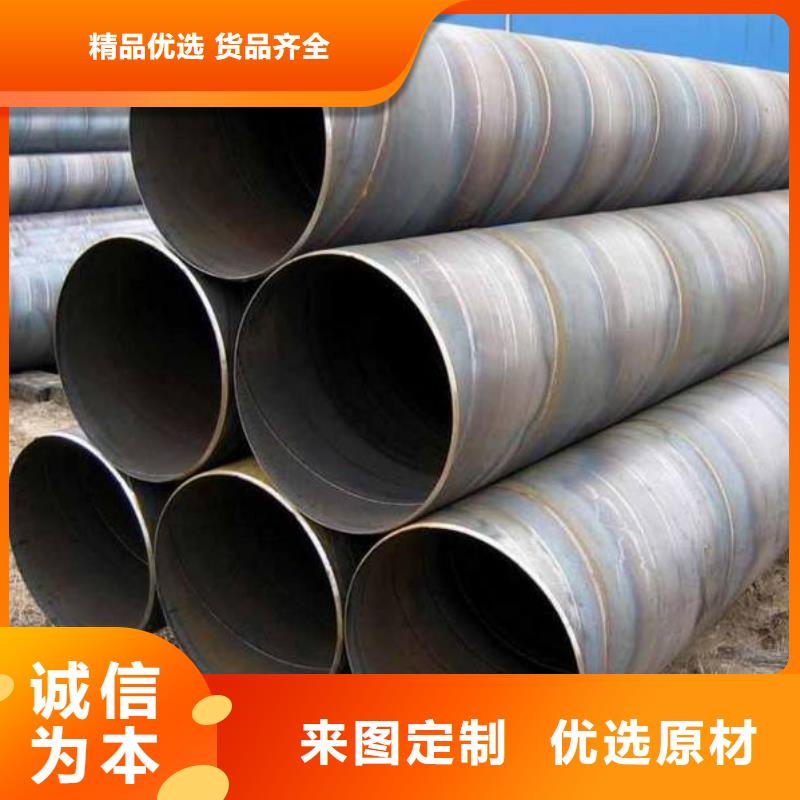
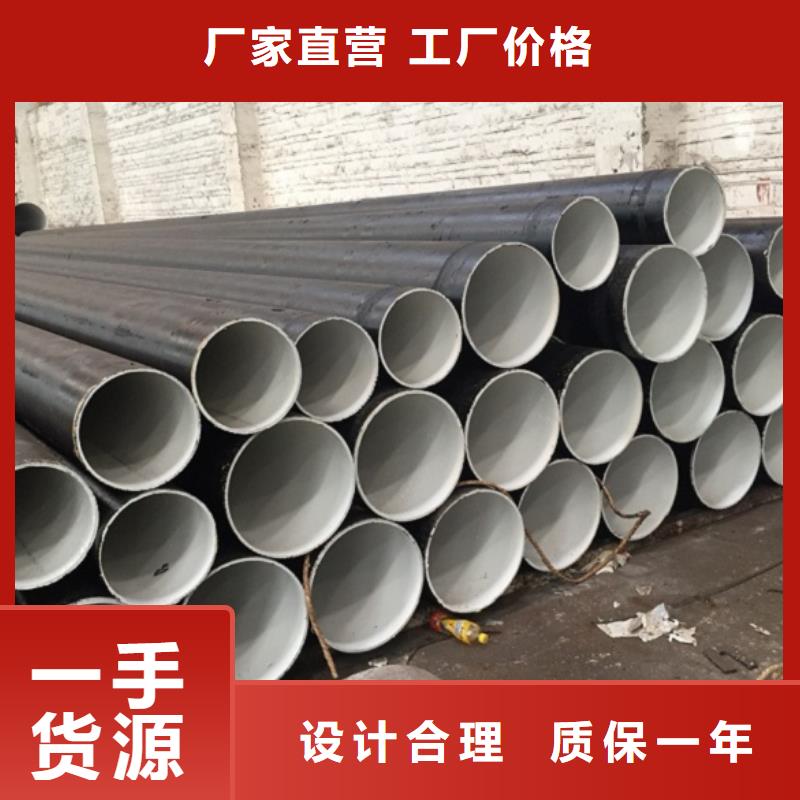
防腐钢管在入库前一定要注意防止雨淋或混入杂质,对已经淋雨或弄污的螺旋管要按其性质采用不同的方法擦净,如硬度高的可用钢丝刷,硬度低的用布、贵阳花溪附近棉等物。
防腐钢管随着许多大型建筑的应用,被大家熟知,防腐过程中影响钢管防腐层性能的因素,如各工序的布局、贵阳花溪本地设备选型、贵阳花溪同城表面质量、贵阳花溪当地加热方式、贵阳花溪附近涂装温度、贵阳花溪本地冷却方式、贵阳花溪本地传动精度、贵阳花溪本地物料特性和检测等,控制不好则会导致涂层粘接力小、贵阳花溪本地过薄、贵阳花溪当地开裂或气泡等缺陷。


螺旋管正确的存储方法。 我们需要将近螺旋钢管存放在仓库中,不要将其露天存放,并且需要确保仓库中的存放干净。 整洁,排水环境良好。 如果地面上有杂草或其他杂物,则需要清洁和存放。 这是为了保持螺旋钢管的清洁。 腐蚀性气体会腐蚀螺旋钢管。 而且酸,碱,盐等物质与螺旋钢管的接触也会产生腐蚀作用,因此我们需要做好保护螺旋钢管的工作,避免与这些物质接触。 我们还需要对存储过程进行分类。 工作中,这是为了避免使用上的不便。 我们还需要定期检查螺旋钢管。 如果发现螺旋钢管已生锈,我们还需要及时生锈的产品并分析腐蚀的原因。通过正确的处理,避免了其他螺旋钢管的腐蚀。







 扫一扫
扫一扫