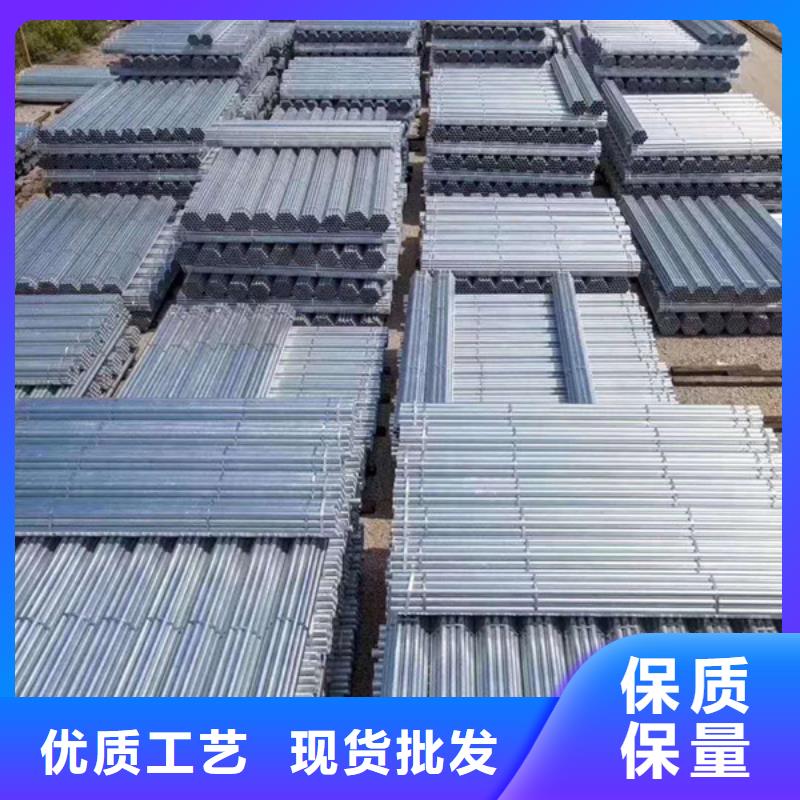
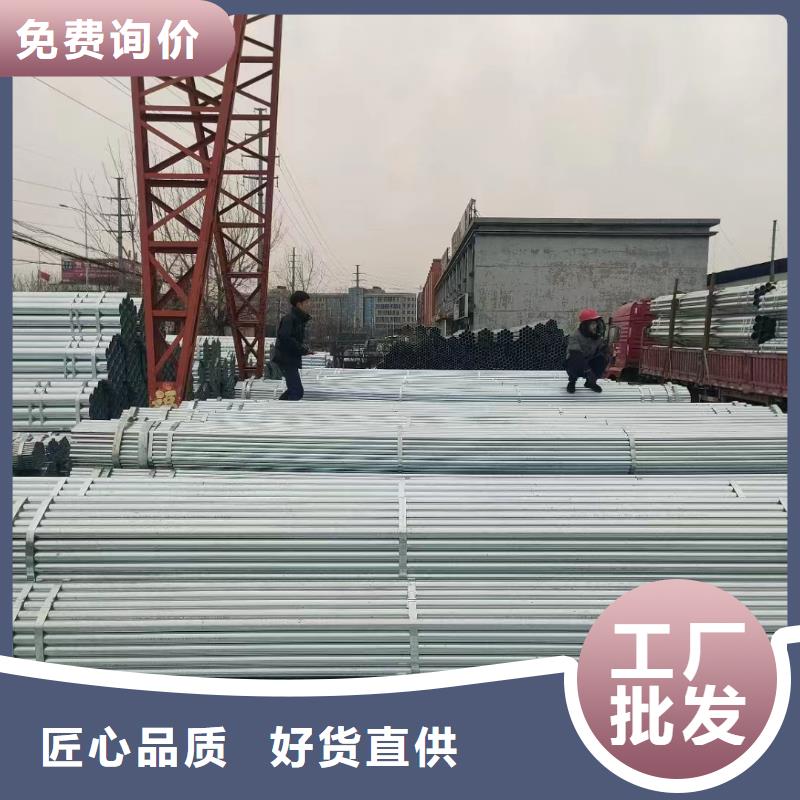
文字描述虽好,但视频更能直观展示君诚镀锌钢管切割加工产品的每一处细节。
以下是:君诚镀锌钢管切割加工的图文介绍

聚旺物资有限公司拥有雄厚的技术实力,多名 北京利达钢塑复合管产品研发人员,训练有素的职工队伍, 北京利达钢塑复合管加工设备及检测设备,使生产出的 北京利达钢塑复合管经科学设计,精心制作,严格检验。数十年来的不懈努力、吸收国内外技术经验,集众家之所长,制造出多领域的新 北京利达钢塑复合管产品。严格的 北京利达钢塑复合管产品检测,并配以全面的售后服务,使本厂在 北京利达钢塑复合管行业独树一帜,赢得八方众多客户的肯定。



冷镀锌的定义
冷镀锌也就是电镀锌,这种镀锌的方法是用于保护金属防止腐蚀,为此利用了锌填料的涂料,在利用任何一种涂敷的方法将其涂在被保护表面,干燥之后形成锌填料涂层,在干燥涂层中具有含量的锌(达到95%)。适合于修理工作(即在修理工作过程中,仅在被保护的钢表面损伤的地方,只要修理好表面就可以重新涂敷)。冷镀锌工艺用于各种钢制品和构筑物的防腐。
冷镀锌的加工工艺
(1)新钢材表面处理
在做冷镀锌前应选择机械除锈(喷砂、北京抛丸等),使钢材表面清洁度达到ISO 85O1—1 Sa 2.5级,相当于GB 8923 Sa 2.5级。它的文字定义为:“钢材经过机械除锈后,表面无油、北京同城无锈,无氧化皮及其他的污物,或仅留轻微的痕迹;95%钢材表面受到钢丸(砂)冲击,露出金属的光泽。”
同时在我们的冷镀锌管中对于表面处理质量的另一个指标— — 粗糙度,不同冷镀锌材料对粗糙度的要求不同。在锌加(Zinga)的施工说明中,要求平均粗糙度Ra=12.5 ,即粗糙度Rz=55~75微米。在“强力锌”及“罗巴鲁”施工说明书中,对粗糙度的要求略低,Rz=40~60微米。
如果冷镀锌单独成膜,作为防腐涂层时,表面粗糙度可控制得略小一点,以保证冷镀锌的涂层厚度;而当冷镀锌作为重防腐涂料的底层,总配套涂层厚度大于180微米时,为保证整个涂层的附着力,钢材表面粗糙度Rz应大于60微米。



镀锌管具有如下生产步骤:黑件检查→挂料→脱脂→漂洗→酸洗→清洗→浸渍助镀剂→热空气烘干→热浸镀锌→冷却→钝化和漂洗→卸料→检验、北京修整→包装入库、北京本地运输。技术要求播报编辑1、北京牌号和化学成分镀锌管用钢的牌号和化学成分应符合GB 3092所规定的黑管用钢的牌号和化学成分。2、北京本地制造方法黑管的制造方法(炉焊或电焊)由制造厂选择。镀锌采用热浸镀锌法。3、北京同城螺纹及管接头3.1 带螺纹交货的镀锌管,螺纹应在镀锌后车制。螺纹应符合YB 822的规定。3.2 钢制管接头应符合YB 238的规定;可锻铸铁管接头应符合YB 230的规定。4、北京当地力学性能 钢管镀锌前的力学性能应符合GB 3092的规定。5、北京当地镀锌层的均匀性镀锌管应作镀锌层均匀性的试验。钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)。6、北京同城冷弯曲试验公称口径不大于50mm的镀锌管应作冷弯曲试验。弯曲角度为90°,弯曲半径为外径的8倍。试验时不带填充物,试样焊缝处应置于弯曲方向的外侧或上部。试验后,试样上不应有裂缝及锌层剥落同象。7、北京当地水压试验水压试验应在黑管进行,也可用涡流探伤代替水压试验。试验压力或涡流探伤对比试样尺寸应符合GB 3092的规定。







 扫一扫
扫一扫