想要深入了解45Mn2无缝钢管行内优选产品的独特之处吗?我们的视频将带您踏上一段探寻之旅,从设计理念的诞生到精湛工艺的呈现,让您感受产品的魅力与品质。
以下是:遂宁安居45Mn2无缝钢管行内优选的图文介绍

德运华金属材料(遂宁市安居区分公司)是一家集生产与销售 40Cr无缝钢管产品的优质供应商。公司自成立以来始终坚持以“质量di yi、服务di yi、诚信经营、共谋发展”的经营理念,管理上坚持以人为本,服务上以客户为尊。我司拥有雄厚的技术开发力量、严格的产品质量检验、先进的设计标准、合理的配套结构、采用了世界上先进的生产工艺。德运华金属材料(遂宁市安居区分公司)把产品质量作为企业生存的根本,把用户作为企业的上帝,与广大用户、四海宾朋互利合作,携手共进,共谋发展,共创光辉灿烂的明天!


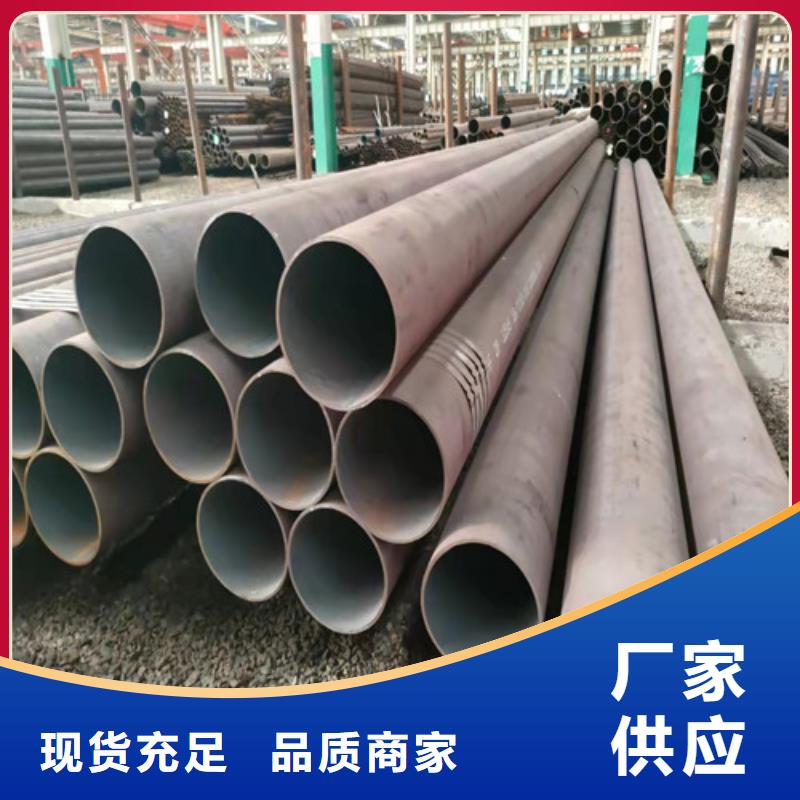
外径小的钢管,就可以称为小口径钢管,小口径厚壁无缝钢管多用于双面埋弧焊生产工艺,产品经折弯、遂宁安居当地合缝、遂宁安居附近内焊、遂宁安居附近外焊、遂宁安居本地矫直、遂宁安居当地平头等多道工序,达到美国石油学会标准要求。小口径钢管还可以分为:无缝小口径钢管和直缝(也可以称为焊接)小口径钢管,一般在钢管的外径89mm以下的,4mm以上的;都可以统称为小口径无缝钢管。大口径厚壁钢管多应用于大型的钢结构建设之中,做主体支撑部分,例如桥梁打桩、遂宁安居本地海底打桩、遂宁安居本地高层建筑打桩。
钢材的原始状态,即钢管交货状态,可分为(括号内为代号):冷加工/硬(BK)、遂宁安居本地冷加工/软(BKW)、遂宁安居附近冷加工后应力退火(BKS)、遂宁安居回火(GBK)、遂宁安居当地正火(NBK)。常用的状态是退火状态,便于后续加工。



小口径无缝钢管
相关标准
1.结构用无缝钢管(GB/T8162-2008)是用于一般结构和机械结构的无缝钢管。
2.流体输送用无缝钢管(GB/T8163-2008)是用于输送水、遂宁安居当地油、遂宁安居当地气等流体的一般无缝钢管。
3.低中压锅炉用无缝钢管(GB3087-1999)是用于制造各种结构低中压锅炉过热 卫生级不锈钢管。
蒸汽管、遂宁安居同城沸水管及机车锅炉用过热蒸汽管、遂宁安居附近小烟管和拱砖管用的优质碳素结构钢热轧和冷拔(轧)无缝钢管。
4.高压锅炉用无缝钢管(GB5310-1995)是用于制造高压及其以上压力的水管锅炉受热面用的优质碳素钢、遂宁安居本地合金钢和不锈耐热钢无缝钢管。
5.化肥设备用高压无缝钢管(GB6479-2000)是适用于工作温度为-40~400℃、遂宁安居工作压力为10~30Ma的化工设备和管道的优质碳素结构钢和合金钢无缝钢管。
6.石油裂化用无缝钢管(GB9948-88)是适用于石油精炼厂的炉管、遂宁安居附近热交换器和管道无缝钢管。
@







 扫一扫
扫一扫